Alt om bronse- og messingstøping

Bronse er en legering av kobber og tinn, noen ganger med tilsetning av silisium, aluminium og bly. Den kan ha forskjellige farger, avhengig av prosentandelen av komponentene. Det finnes flere typer bronse:
- tinn;
- aluminium;
- lede.


Tinnbronse er den mest brukte typen og har lav flyt. Det er praktisk å støpe produkter med spesifikke dimensjoner fra den. Siden det ikke trenger ytterligere behandling. Messing er en legering av kobber med tilsetning av sink. Vanligvis er blandingen 70% kobber, 30% sink. Noen ganger finnes messing med en sammensetning på 50 til 50.


Fordelene med bronse inkluderer følgende.
- Praktisk.
- Mulighet for å praktisere kunstavstøpning hjemme.
- Høy motstand mot miljøfaktorer.
- Nesten ikke-etsende.
- Enkel behandling.
- Varighet.
- Elektrisk og termisk ledningsevne.


Messing er svært motstandsdyktig mot korrosjon. Det brukes som et overflatelag av andre metaller ved fremstilling av metallkonstruksjoner.
Teknologihistorie
Støpemessing, som bronse, dukket opp for 12 tusen år siden. Først ble verktøy og dekorasjoner laget av disse materialene, og senere tallerkener og husholdningsartikler. Gjenstander laget av bronse og gjenstander laget av messing ble mye brukt i alle livets sfærer. De første metodene for å lage bronse og messing oppsto i antikken i klassisismens tid. Vi kan tenke på mange mesterverk av kunst fra den tiden til i dag. For øyeblikket brukes disse lavsmeltende legeringene hovedsakelig til fremstilling av dekorative gjenstander for dekorasjon og kunstverk.

Kobberlegeringer med tilsetning av metaller er mye brukt i produksjon av:
- skulpturer og suvenirer;
- gitter og andre elementer av gjerder;
- gjerder og porter;
- interiørdetaljer;
- i dekorasjon av lysekroner og lampetter.



Over tid har injeksjonsmetoden blitt forbedret. Og i den moderne verden har det blitt mulig å smelte bronse- og messingdeler, ikke bare på en industriell måte, men også under hjemlige forhold.
Egenskaper
Kunstnerisk messingstøping er nesten den samme teknologien som bronsestøping. Her er subtilitetene i prosessen.
- Smeltetemperaturen til messing er ganske lav, i området 880-965 C. Dette gjør det mulig å bruke ulike typer ovner. Selv en gassbrenner, er det nok å velge et varmebestandig kokekar. Men noen ganger stiger temperaturen til 1070 C på grunn av tilsetningsstoffer (for flerkomponent messing). Smeltepunktet for bronse er høyere. Legeringen har kobber med tinn 900-950 C, og bronse uten tinn har 950-1100 C. Bronselegeringer har høy seighet, derfor, for å forbedre kvaliteten, varmes de opp 100 høyere. For å spare energi er det bedre å bruke induksjons- eller smeltedigelovner.
- Hovedstadiet av støpingen er å helle smelten i formen. Varigheten av prosessen bør ikke overstige 2 minutter. Ellers vil produktet være defekt. Splitter, brannskader og sømmer vil vises. Tingen vil være fullstendig skadet og ubrukelig. Eller ytterligere behandling vil være nødvendig.
- For messing bør det være jevn gradvis avkjøling, uten bruk av spesialløsninger. Ved kjøling av bronse brukes kjølevæsker.
- Den siste fasen er behandlingen av den ferdige delen.... Det er nødvendig å fjerne bukter, innløper, stigerør. For å holde sammensetningen uendret tilsettes flussmidler til legeringen. Takket være dem er det mulig å beskytte overflaten av smelten og avgasse dens sammensetning. Dette reduserer avfallet på det ferdige produktet.




Nødvendig utstyr
Her er en liste over hovedutstyret for å lage figurer av disse materialene.
- Støpeform. Laget av ulike materialer.
- Pinsettfor å fjerne den ferdige delen fra formen.
- Digel for å smelte ladningen i den. Materialet til opprettelsen er grafitt og leire.
- Oppvarmingsutstyr, ovner... En gassbrenner og en varmebestandig beholder kan brukes til å smelte messingen.
- Ulike hjelpematerialer: kull, smi

Det er nødvendig å bruke en streng sekvens av teknologi. Plasser først digelen på ovnen, og legg deretter metallbiter inn i den. Når den er helt smeltet, endrer blandingen farge. Deretter, ved hjelp av spesialutstyr - en smeltedigel tas ut av ovnen med en heklenål og smelten helles forsiktig i en injeksjonsform. Etter fullstendig avkjøling fjernes delen ved hjelp av tang og utsettes for sluttbehandling.

Oversikt over støpemodeller
Før du begynner å støpe det ferdige produktet, du må først lage en skisse av den fremtidige formen. Tegningen er utført av spesielle mesterkunstnere. Deretter vil det lages en støpeform langs den, som hovedsmelten helles i. Opprettelsen av en støpeform er en ganske arbeidskrevende og ansvarlig oppgave. For dette brukes spesielle sammensetninger for støping, verktøy og enheter. Den ferdige modellen spiller en stor rolle i hele den teknologiske prosessen. Dens indre hulrom skal være en nøyaktig kopi av det ferdige produktet ved bruk av tapte voksformer. En smeltet løsning helles inn i den, som deretter, når den er inne, avkjøles og får sin endelige form.

For å gi stabilitet, slik at den ikke kollapser under smeltingens ebbe inn i formen, bruk kolber. Det er en spesiell enhet laget av to rektangulære koblingsstykker, som ligner på en boks. Vanligvis laget av tre eller kryssfiner. I metallkolber foregår ikke bare dannelsen av støpeformen, men også selve støpingen. Modeller for produksjon av messing og bronse er gjenbrukbare og engangs. Det kommer an på hva de er laget av.


Materialer (rediger)
Elfenben, tre, gips og polymerer. Stål brukes også til å lage gjenbrukbare former. Det minst brukte plastmaterialet brukes til å lage en støpemodell.Hjemme støpes smelten oftest inn i en ikke-separerbar gipsform. Etter at legeringen er avkjølt og herdet til en ferdig figur, brytes formen forsiktig med en spesiell hammer.

Konstruksjoner
Strukturelt kan former være av tre typer.
- Avtagbar. Dette er en struktur som består av to eller flere deler, forbundet langs en rett eller kompleks overflate. Kobler fra for å hente det ferdige produktet. Brukes oftest i produksjon for gjenbruk.
- Ett stykke... For å trekke ut den ferdige delen, brytes den med en hammer. Kun egnet for engangsbruk. Den er laget for et spesifikt produkt i henhold til skisser. Det brukes ofte i hjemmeproduksjon. Gips er mest egnet for å lage slike former.

- Spesiell... Dette er en kompleks form eller skjelettmal. Avviker i en stor komponent. Laget for å smelte komplekse former.
De viktigste finesser av casting
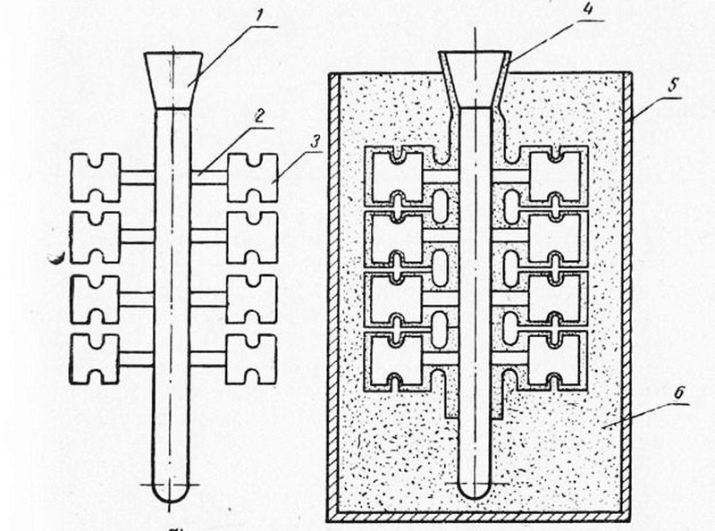
Sentrifugalstøping
Denne støpemetoden brukes til å produsere deler og utstyr for maskinteknikk og andre industrisektorer. Teknologien er basert på sentrifugalkraft. Det vises på grunn av rotasjonen av støpemodellen. Denne typen støping brukes hovedsakelig til fremstilling av revolusjonslegemer. Forming kan utføres av vertikale og horisontale støpemaskiner. På maskiner med horisontal rotasjonsakse lager de:
- liners;
- bøssinger;
- ringer.

På maskiner med vertikal rotasjonsakse utføres følgende:
- propeller;
- ormehjul;
- gir.


Under støpeprosessen komprimeres sanden og fremmedelementer presses ut.
Kunstavstøpning
Hjemme, bruk denne metoden for å lage bronse. Men denne kobberlegeringen har høy fluiditet, så den fyller ikke formen helt, i motsetning til messinglegeringen. På grunn av dette er det tiltenkte mønsteret på overflaten av delen uskarpt. For å gi klarhet brukes mynting. Dette er en ganske arbeidskrevende og tidkrevende prosess. Men på samme tid, det mest kreative øyeblikket av kunstnerisk casting. Kvaliteten på sluttproduktet avhenger av nivået på pregingen som utføres.

Stadier av kunstavstøpning:
- opprettelse av en skisse og arbeidstegning;
- produksjon av en struktur for å lage en støpeform;
- produksjon av en støperimodell;
- utarbeidelse av modellen;
- smelting av ladningen;
- helle støpemasse i støpemodellen;
- kjøling;
- utvinning fra modellen;
- behandle det ferdige produktet med en slipemaskin, noen ganger brukes en metallbørste.






Ferdige individuelle komponenter kombineres til ett produkt, hvis det i henhold til det endelige designet skal være enkelt, men bestående av flere deler. Deretter behandles den resulterende ferdige figuren for å fjerne mindre feil og dekkes med et øvre beskyttende lag.
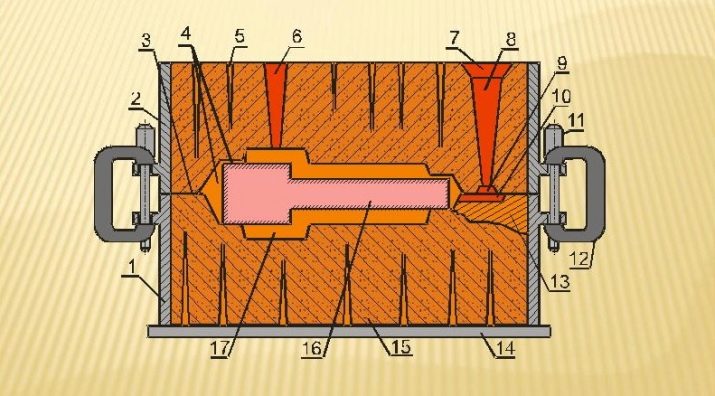
Sprøytestøping
Denne støpemetoden er basert på effekten av overflødig vakuumtrykk. Prinsippet til en presse brukes, smelten mates inn i injeksjonsformen med overtrykk. Det pneumatiske eller hydrauliske systemet virker på stempelet. På grunn av den høye hastigheten som smelten med høy viskositet tilføres med, skapes et overtrykk, formen er fullstendig fylt.
Deretter, ved vakuumsug, strømmer formmassen inn i hulrommet i formen. Den har tynne vegger omgitt av kaldt vann. Avkjøling beveger seg fra kantene til midten. Smelten trekkes inn over en viss tidsperiode. Deretter normaliseres trykket, og overskuddsrestene av støpemassen strømmer nedover veggene.

På grunn av krymping etter avkjøling kan produktet enkelt tas ut av formen. På grunn av automatisering fylles formen med smelte på en brøkdel av et sekund, noe som reduserer produksjonstiden for deler betydelig og er en utvilsom fordel med denne støpemetoden. Uavhengig av støpemetoden som brukes, må sikkerhetstiltak følges ved fremstilling av produkter av bronse og messing.
- Når du jobber, må du bruke vernebrillerfor å beskytte øynene dine mot dråper av smeltet materiale og røyk.
- Før du starter en aktivitet bør du ta på hansker laget av spesielt varmebestandig materiale.
- Rommet må være godt ventilert og ventilert, siden under smeltingen av disse legeringene frigjøres gasser som er skadelige for mennesker.
- Bør ikke tillates kontakt av brennbare materialer og væsker med varmeinnretninger.
- Nødvendig strengt følge teknologien i prosessen. Siden denne produksjonen er ganske traumatisk.


For informasjon om hvordan bronseskulpturer lages, se neste video.








